



生産ラインポリ塩化ビニールに床を張るポリ塩化ビニールは機械製造工程の作成に床を張る
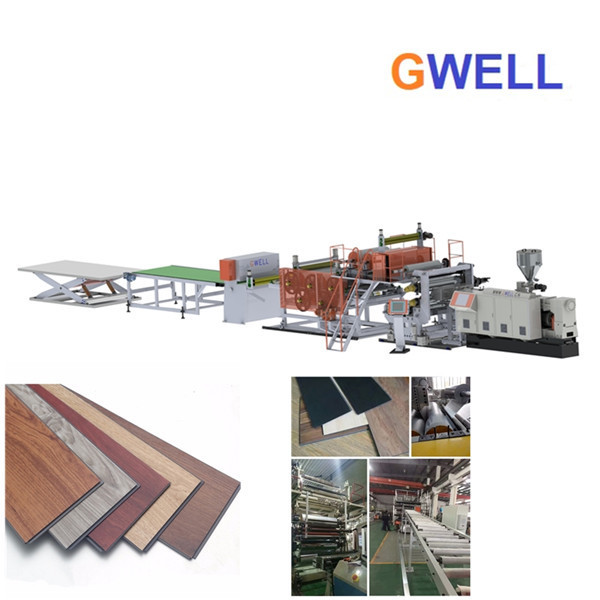
1. 生産ラインに床を張るポリ塩化ビニールのプロセス
生産ラインに床を張り、混合され、指定厚さとそしてコンベヤーを死に、プロダクトに摩耗抵抗の層を回し、層を印刷することによって提供されるポリ塩化ビニールのような床材料付けるためにそれからT extuded円錐対ねじ押出機への、混合する高速ミキサーによって。放出の薄板になるプロセスは従来の圧延の、薄板にされたおよび複雑なプロセスを取り替えることができる。作動することは容易で低い投資費用があり、そして労働者の労働の強度を減らすことができる。またそれは研修会をきれい保つことができ生産ラインは光学センサー検出および警報を採用する、従って機械を作るautomation.PVCの床の高度がある
![]()
生産ラインに床を張るポリ塩化ビニールの2.Models
| タイプの押出機 | 円錐対ねじ押出機GWC80/156 | 円錐対ねじ押出機GWC92/188 | 平行対ねじ押出機GWP75/36 |
| プロダクトの幅 | 1000mm | 1000mm | 1000mm |
| プロダクトの厚さ | 1.5mm-2mm | 2mm-5mm | 1.5mm-5mm |
| 出力 | 350kg/h-400kg/h | 550kg/h-650kg/h | 400kg/h-500kg/h |
![]()
3. 生産ラインに床を張るポリ塩化ビニールの導入
GWELLの会社の生産ラインに床を張るポリ塩化ビニールの工程は次のとおりである:
(1)高速混合に与えられた原料は自動である
(2)それから対ねじ押出機に自動的に与えられる、
(3)それから溶解材料は版のために特別であるTダイスから突き出る、
(4) Tダイスを通って行くことの後で、版は口径測定のテーブルによって形作られ、ブラケットの冷却によって冷却される、
(5)板は端のトリミングの単位、牽引の単位、自動切断単位、自動持ち上がる単位、ローラー コンベヤー、等によってそれからある。
単位に生産ラインに床を張る密集した構造および優秀なperformance.PVCがある
全機械に均一plasticizationの利点が、安定した放出、高出力、および長い生命あるように、ねじおよびバレルは高性能合金鋼と最大限に活用され、処理される。主要なバレルは空気によって冷却される鋳造アルミのヒーターによって熱され温度は精密電子制御器械によって制御される。精密な形づき、カレンダーにかける装置は、よい調節機能によって、版の形を優秀にさせる。切断部分は版の精密な長さを保障するために固定長切断装置を採用する。
![]()
Gwellプラスチック透明なシートの単位の生産ラインは西欧諸国の高度の放出の技術を吸収し、消化する。そして主要な部品は世界から選ぶ(ねじ、バレル、ローラー、等のような)。装置、理性的の、オートメーション、プロダクトの世界の標準でまたはその近辺に安全基準、技術の標準、等の大ぞろいのエネルギー消費、あった。輸入された装置を取り替えるあり、費用効果が大きい利点があるようにこの一連のプロダクトにいくつかの発明および実用新案権のパテントが。高レベル透明な版プロダクトは光学、家庭電化製品、建設工学、装飾、家具、広告、手仕事および他の企業および市民工業で広く利用されている。その質は世界の製品性能に達し、私達に専門家の一致のチームがあり、デバッグするのをユーザーが助けるプロセス エンジニアは良質プロダクトを作り出す。
3. 生産ラインに床を張るポリ塩化ビニールのモデル
| タイプの押出機 | 円錐対ねじ押出機GWC80/156 | 円錐対ねじ押出機GWC92/188 | 平行対ねじ押出機GWP75/36 |
| プロダクトの幅 | 1000mm | 1000mm | 1000mm |
| プロダクトの厚さ | 1.5mm-2mm | 2mm-5mm | 1.5mm-5mm |
| 出力 | 350kg/h-400kg/h | 550kg/h-650kg/h | 400kg/h-500kg/h |
![]()
![]()












