
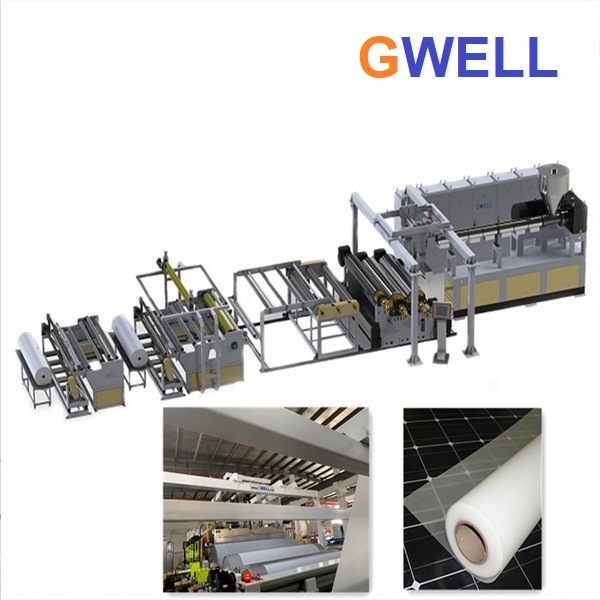




EPEの太陽フィルムの放出ラインEVA/POEのフィルムの生産機械共押出しフィルム機械
1. EPEの3層の共押出し太陽フィルム機械の導入
EPE=EVA+POE+EVAはのこれ3層によって共同突き出される太陽フィルムである。エヴァまたはPOEの単層のフィルムと比較されて、それにこれら二つのプロダクトの利点があり、より多くの費用を救う。
2. POEのフィルム機械およびエヴァのフィルム機械の比較そして導入
エヴァのフィルムの放出ラインに低い強さの特徴が、高水蒸気伝送速度および吸水率および悪天候の抵抗あるので、二重ガラス モジュールで使用されたときedge-sealedである必要がある。但し、水蒸気はまだ軽い伝送に影響を与え、モジュールの発電を減らすフィルムの霧化に終って正常な使用の間に、渡る。
そしてPOEに狭く相対的な分子質量分布および狭いコモノマーの配分および制御可能な構造が付いているポリオレフィンの熱可塑性のエラストマーの新型がある。
現在2つのタイプの市場のPOEのフィルムがある。1つは架橋結合の代理人を含まないし、材料の熱抵抗を作るのに機能ポリマーの組合せを使用しないし、そして付着が使用の条件を満たす非架橋結合されたポリオレフィンの包装材料である。他は過酸化物のcross-linkingの代理店またはシランのcross-linkingの代理店およびtackifierを含んでいる材料を内部に閉じ込める架橋結合されたポリオレフィンである。この種類のフィルムは生産技術およびプロセスの点ではエヴァのフィルムに類似している。
エヴァのフィルムと比較されて、POEのフィルム機械の最も大きい利点はモジュールが長い間使用することができるように、干潮蒸気伝送速度および高温および高湿度の環境のモジュールの安全そして長期老化する抵抗を保障する大量の抵抗である。一般的に、POEのフィルム機械の性能はエヴァのフィルム機械より優秀である。
3. Gwell EVA/POEのフィルムの生産ラインのパフォーマンス特性
(1)投げられた押出機はエヴァ特別な単一ねじ放出およびPOE特別な単一ねじ放出を採用する。ねじバレルの一定した温度の循環の水冷システムはEVA/POEのplasticizationおよび非架橋結合の技術的な難しさを解決する。
(2)ローラー ボディは両面に浮彫りになることを採用し、ローラーに付くフィルムの技術的な難しさを解決する。
(3)冷却の部分は冷却のローラーおよびフィルムの操業を滑らかにするために冷却ベッドを圧力取り除くことをおよび収縮率が3%よりより少しであることを保障するために十分に形づけられて採用する。
(4)全ラインは人間-機械インタフェースの操作を実現するためにPLCの自動制御を採用する。
プロダクト資格率を保障するために(5)生産ラインはオンライン質のモニタリング及び制御システムが装備されている。
(6)特許を取られた設計マイクロ張力巻取り機は、全機械生産ラインの回線速度18m/minに達することができる
4. エヴァの太陽フィルム機械の指定:
| 押出機のタイプ | GWS160 | GWS160 | GWS180 | GWS180 |
| 原料 | エヴァ、POE | エヴァ、POE | エヴァ、POE | エヴァ、POE |
| プロダクト幅 | 2200mm、2400mm、2600mm | |||
| プロダクト厚さ | 0.2mm -1mm | 0.2mm -1mm | 0.2mm -1mm | 0.2mm -1mm |
| 最高の線形速度 | 10m/分、12m/min、15m/mn | |||
| 押出機のタイプ | 共押出しGWS160+GWS160 | 共押出しGWS180+GWS160 | 共押出しGWS180+GWS180 |
| 原料 | エヴァ、POE | エヴァ、POE | エヴァ、POE |
| 層 | 、A/B/A | ||
| プロダクト幅 | 2400mm、2600mm | ||
| プロダクト厚さ | 0.2mm -1mm | 0.2mm -1mm | 0.2mm -1mm |
| 最高の線形速度 | 15m/min、16m/mn、18m/min | ||
![]()
![]()












